2021 年 5 月 28~30 日,2021中国肠道大会成功举办,中国肠道产业大会也同期隆重召开。来自先锋肠企的企业家和企业代表的 80 余个产业演讲,为参会者奉上了一道丰盛的肠道产业大餐。
今天我们特别整理发布科拓生物金华银河菌种工厂总经理包维臣博士题为《益生菌(乳酸菌)关键加工技术在产业化制造中的重要意义》的现场精彩演讲视频和图文实录,以飨读者。
以下文章来源于肠道产业 ,作者热心肠小伙伴们
包维臣:博士,师从中国益生菌“拓荒人”张和平教授。科拓生物金华银河菌种工厂总经理,负责集团益生菌板块生产运营管理。金华市红十字会理事,浙江工商大学硕士生导师。具有 10 多年益生菌发酵及其制剂的研发和产业化经验,参与多项益生菌相关研究课题,获得 20 余项国家专利。
大家下午好,我是科拓生物金华银河菌种工厂的总经理。
下面,我针对益生菌产业化的一些关键性技术,在实际应用过程中,我们如何做,做一个简单的汇报。
也是针对我们好多的消费者,经常会对我们这个行业提出一些问题,比如说你这个益生菌到底特殊在哪里?为什么价格偏高?然后跟普通的食品又有什么区别?
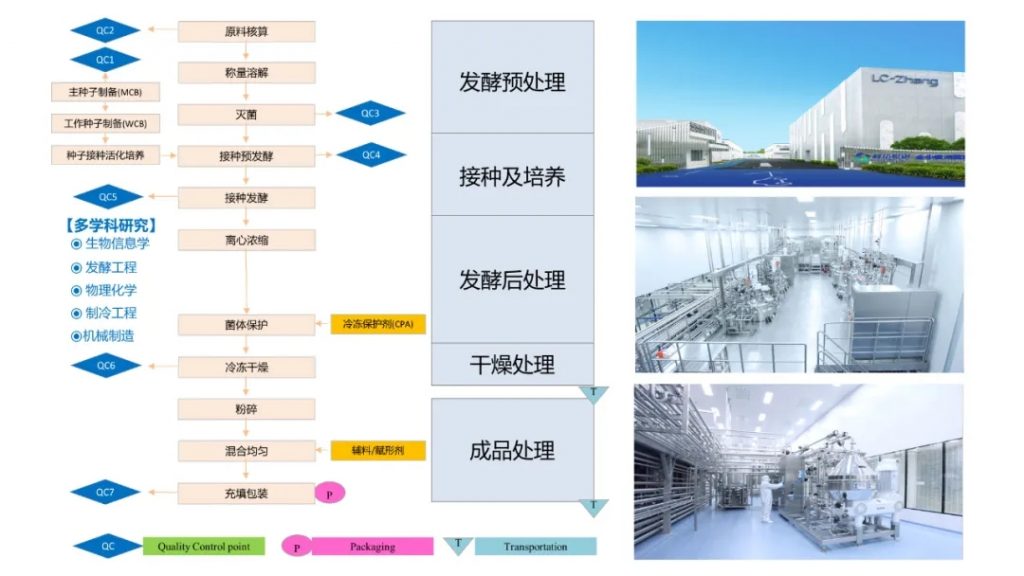
这个是我简单列了一下,我们益生菌行业,就是益生乳酸菌的一个加工工艺。
这个工艺呢,其实国内国外的行业,大家大概上都是差不多的。但是这里面涉及到一个问题,就是其实每一个步骤看似是一样的,但实际里面应用的设备和你应用的技术,是存在一定的差异的。这个就是为什么这个行业里面的技术门槛会相对来说比较高一点。
首先第一点,我们做乳酸菌、做益生菌,那肯定要有自己的菌种资源库。
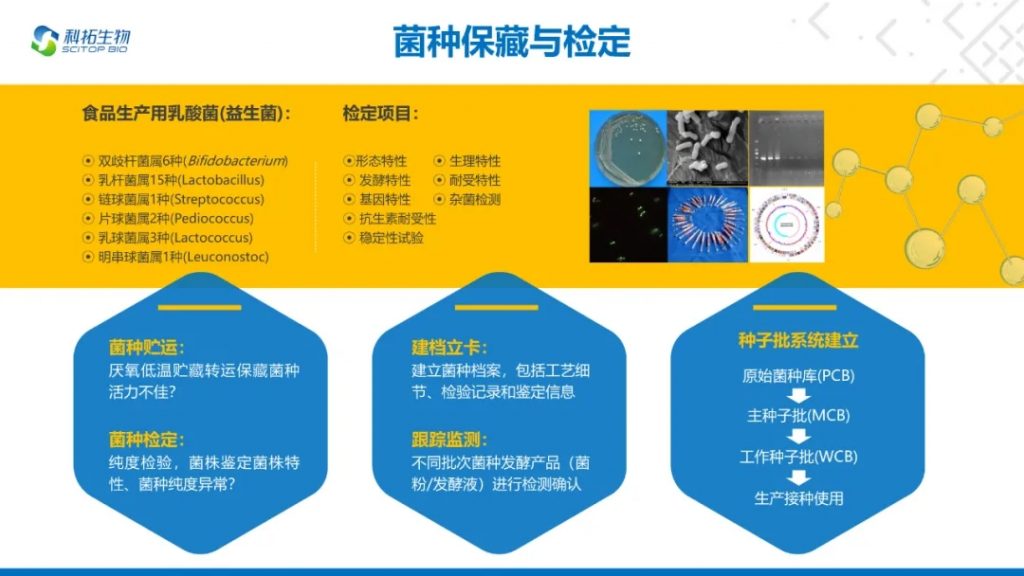
在建好菌种资源库的前提下,我们对于产业化的菌株要进行全面的评估。那这些评估呢,其实刚才在上午的时候我听过几个汇报,大家都在提到菌种的稳定性的问题。
其实我们现在是怎么做的呢?我们把菌种按照医药的标准,会做原始种子管理、主种子管理,然后工作种子的管理,这样保证了一点,是什么呢?就是我的原始种子是做过几千代的传代稳定性的。
一根原始种子,我可以做成很多支的主种子,一根(主种子)可以做出很多的工作种子。这样就会保证了我的菌种的遗传稳定性,更加稳定。
同时,我们对我们每一批种子、每一级种子,都会做一些生理生化,包括基因方面的一个检测,从而保证它的稳定性更加强大,同时也保证它的安全性。
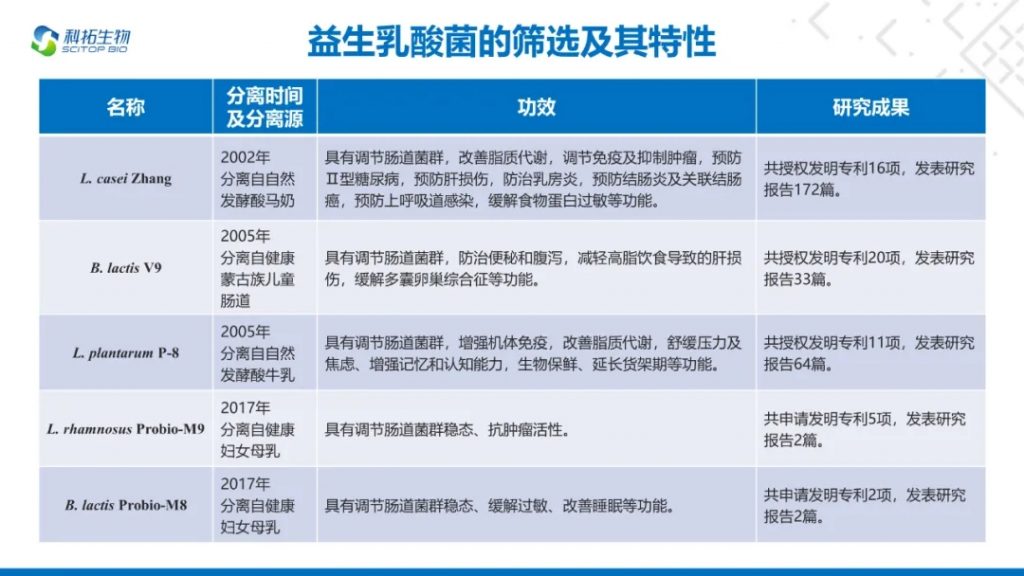
这个就是我们研究得比较多的几株菌,包括我们合作开发的。
其实每一株菌,它对应的功能都不一样。为什么会不一样?
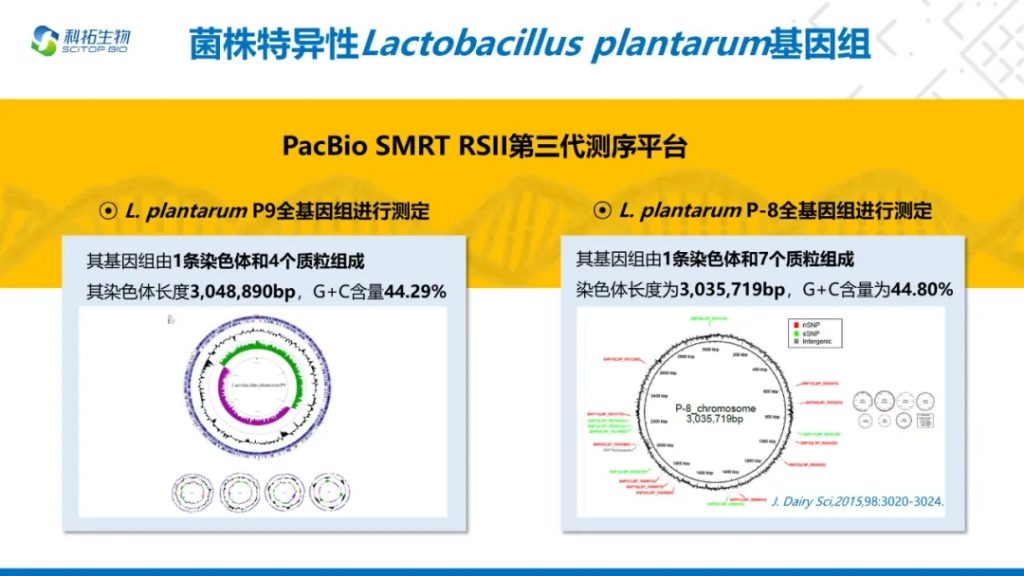
同样都是植物乳杆菌,或者同样都是乳双歧杆菌,其实从基因水平上,我们可以很清楚地看到,包括它的基因长度,还有它一些质粒的数量都会不一样。有一些差异可能只有百分之零点几,但是这个差异决定了它的很多的生理生化和代谢特性。

在实际的产业化过程中,我们其实是基于多维的控制来实现我们最终的产业化。
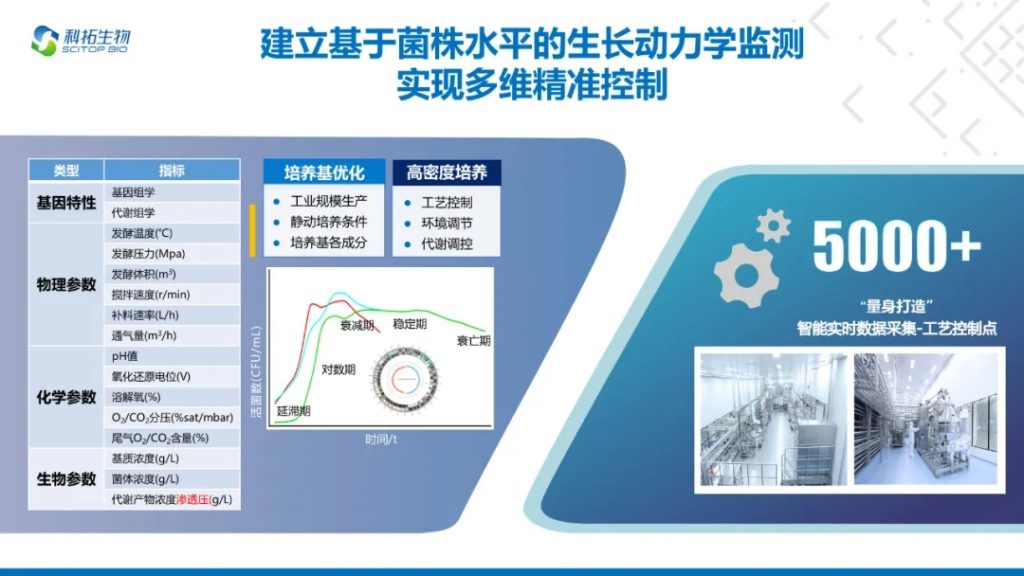
首先第一点,就是我们在基因水平上要了解,通过代谢组学、培养组学等等,从基因上了解到,菌株到底是有什么需求?
比如说我们有很多的菌,它是不利用乳糖的;有很多菌,它可能对蔗糖利用度也比较低。我们其实从基因的水平上是可以分析到的。
另一个,就是我们这些物理特性。比如说,实际发酵过程中,我们的发酵体积、搅拌速度、通气量、pH、氧化还原电位,这些都要进行全面的评估。
然后再就是化学方面的,比如说氧分压、氧气的浓度、惰性气体的浓度。是什么条件下气调它,它长得会更好一点?
再有一个,就是我们在实际的生产过程中要更为重视的,就是每一种添加物质,它的基质浓度是多少?添加的这些东西在什么条件下让它代谢表达得更快?我是想要它的代谢物质更旺盛,还是想要它的菌体更加丰富?
而这个就是要综合考虑,包括代谢产物浓度的积累,会影响到它的渗透压。渗透压变化了之后,在你的后期加工,也会影响它的最终的得率和活性。
所以发酵设备,在我们这个行业里面有一点比较特殊的,就是我们在产业化过程中,所有的加工设备几乎都是根据我们的菌株和工艺的特性量身打造的,并不是说传统的食品行业可能要一个什么罐,大家都是通用的,还包括一些行业里面都有 GMP 的规范。

再说一下产业化发酵过程中的一些控制,我列了一下。
作为我们来说,我们从一批产品开始生产,然后一直到最后结束,我们控制了哪些点?我来之前,也大概数了一下,我们大概控制 600 多个检测指标,所以在这里面也投入了很大的人力物力。当然这里面,我也把品控、涂抹、验证、沉降、浮游菌采集等等这些方面,都算到里面去了。
大家可以看,这是我们按照 GMP 的要求,按照人机料法环测等等这些,进行了一些分析。
当然,我们这个行业没有一个完整的 GMP 规范,但是我们有个通则。但是实际上,在每一家运行的过程中,要根据自身的情况进行制度、还有流程的控制。
比如说自然环境,如果在南方的话,可能我是金华的,每年都有梅雨季节;如果在北方的话,它没有这个事情,它可能就不防控。所以在这个过程中,我们要系统地识别我们外环境,包括我们的人员的调控管理等等。
再有一个,就是我们的生产环境的监测。其实微生物在监测过程中,我们传统的方式大家都是存在一个问题,就是微生物我要培养出来,我才知道它污染了没污染,它存在一个检验的滞后性。
我们在实际的生产过程中,我们要想办法怎么让它达到在线检测,包括一些新的技术的应用。我们现在也开始采用环境的在线检测,当场可以通过仪器检测出来。
还有一些,我们如果是真的达不到,可以通过其他的物理参数来辅助判断它。我们在控制的时候,一定要达到预判,不要把所有的东西都做得滞后。

下一个,就是讲真空冷冻干燥的事情。
乳酸菌,到目前主流的还是采用低温真空干燥的方式来进行加工。那为什么乳酸菌要进行真空冷冻干燥,而不进行喷干等等其他的形式,而且在加工前期,做了很多复杂的工序?
是因为乳酸菌,跟我们芽孢类的,还有真菌类的一些微生物相比而言,它的耐受性还是比较差。但是我们恰恰又要把它做成跟其它微生物差不多的保藏水平,也要在常温下保证一个高的活性。
这里面就涉及到几个关键的技术。
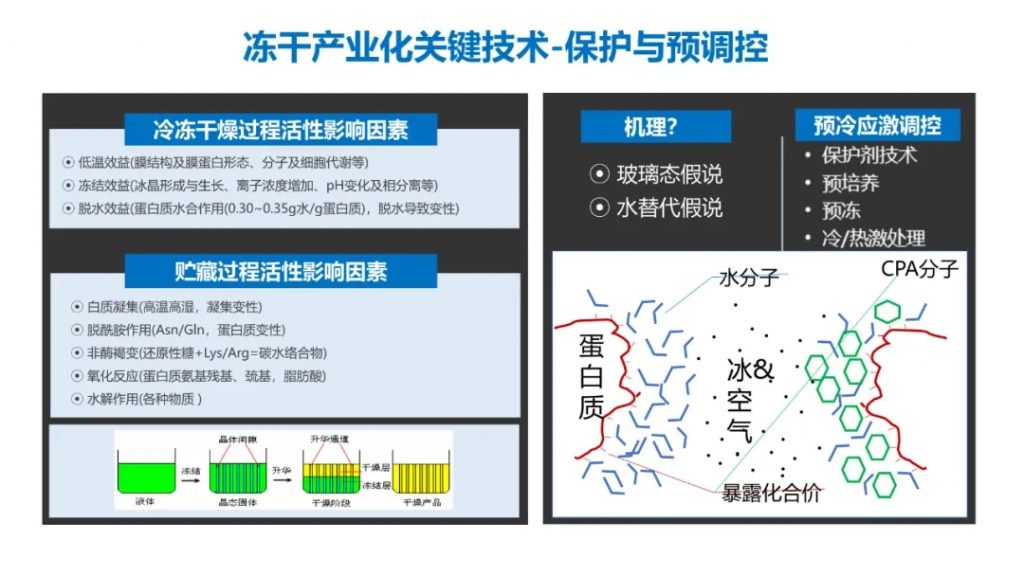
首先,我们有一个预应激的调控技术。这个预调控技术,就是我们在发酵的过程和发酵的后期,以及在收集菌体到进冻干机之前,我们要给它采取一些措施,让它基因表达产生一些,比如说冷应激蛋白,然后让它提前适应我们将要进去冷冻的环境,就像我们这个人要进冷库一样,提前要穿个厚的棉袄,就是这个意思。
第二个,在真空冷冻干燥的过程中,其实发生了很多的物理化学变化。一些微观的变化,会导致我们整个菌体的失活和稳定性的丧失。
首先第一点,就是低温效应。就是我们前期为什么要有预表达,也是为了这个方面。再就是冻结,就是冰晶的形成。
还有一个脱水效应,就是在干燥的过程中,伴随着一些不光是自由水,还有结合水的丧失。但是有些结合水,它是有生物活性的。一些有生物活性的物质脱掉水分子之后,我们需要让它以共价键的形式跟分子结合,然后把这个基团给它保护住。
再有一个,在储藏的过程中,其实我们很多人都关注了一个氧化作用。通过氧化作用,让它生物活性丢失。其实在这个过程中,还发生了很多非氧化的反应。比如说水解、脱氢氨作用、蛋白质的变性等等。
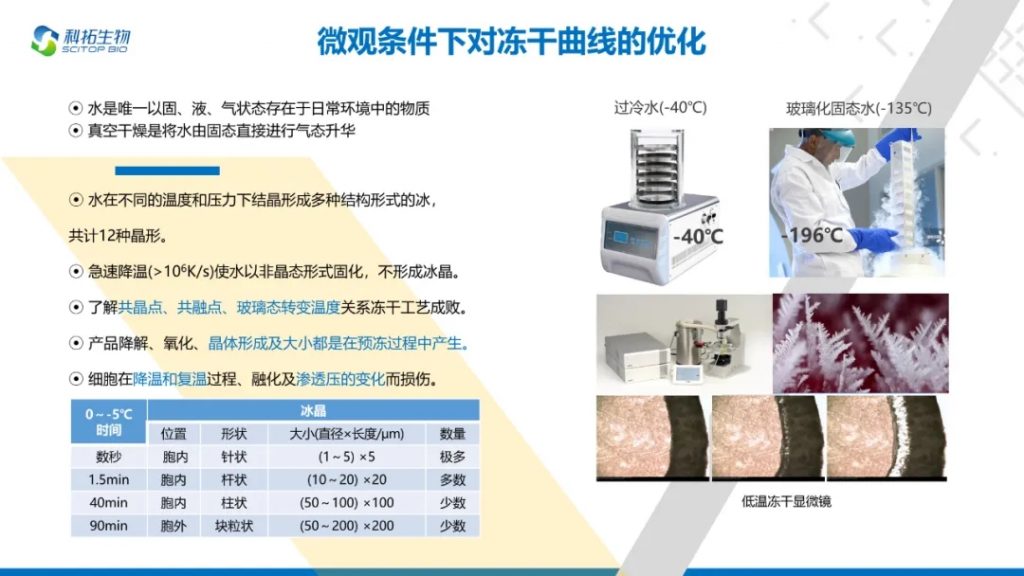
我们是怎么来优化我们的工艺和曲线的?我们是通过前期的一些研究,再加上我们其实在摸索冻干曲线的时候,通过微观显微镜下进行一个摸索和研究。
比如说冰晶的形成,冰晶它其实是有十几种形态。我们其实在冻干的时候,首先第一点,我们要在它深冷的时候,控制它的冰晶的大小。过大了,或者说过于尖锐,是直接对细胞膜产生刺伤作用,导致在后期的储藏的时候,它的活性值损失的会很快。但是它在前期你开始的时候,它可能表现得活菌数很高。这个就需要我们一些控制。
另外,上冻干前的液体,对它的共晶点、共融点,以及玻璃态的转化温度,这些物理参数要有一个把握。这是防止什么?防止我们的后期,不要说冻着冻着然后没干,成一个胶态了,然后最后这批就失败了。
还有一个,就是要控制它的冰晶大小。这几个点必须要合理地进行控制。
再就是,我们在冷冻的过程中,其实在预冻的时候伴随着一个溶质浓缩的过程。在开始冻的时候,其实是纯水先进行冰晶的形成,纯水冰晶先形成了之后,就存在一个我们里面溶质的浓缩,浓缩了之后,就会导致细胞膜、一些蛋白质、生物活性物质变性。
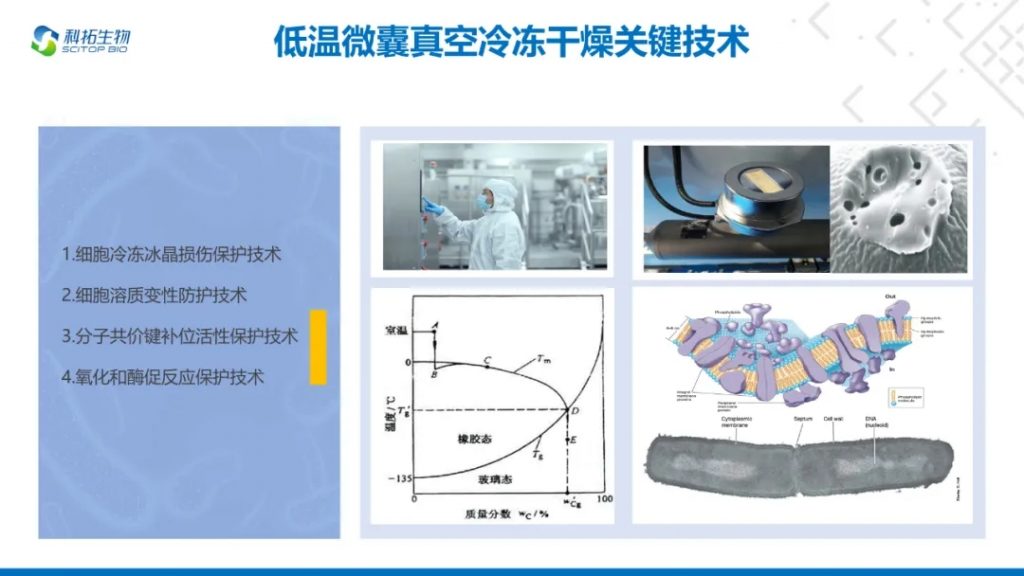
所以,我们自己总结了就是说做乳酸菌的 4 个关键技术。
第一个就是,细胞冷冻冰晶的保护技术,这个是防止物理损伤。
第二个,细胞溶质的防护技术,防止溶质的浓缩导致蛋白质变性。
第三个,分子共价键活性的保护技术,我刚才说的,就是我们要把脱去的自由结合水的水分子,或者是脱去一些有生物活性的物质,通过共价键形式加一种物质去进行保护。
第四个,就是氧化和酶促反应的一个保护。

这个是涉及到我们货架期的过程中要考虑的一个因素,就是加工储运过程。
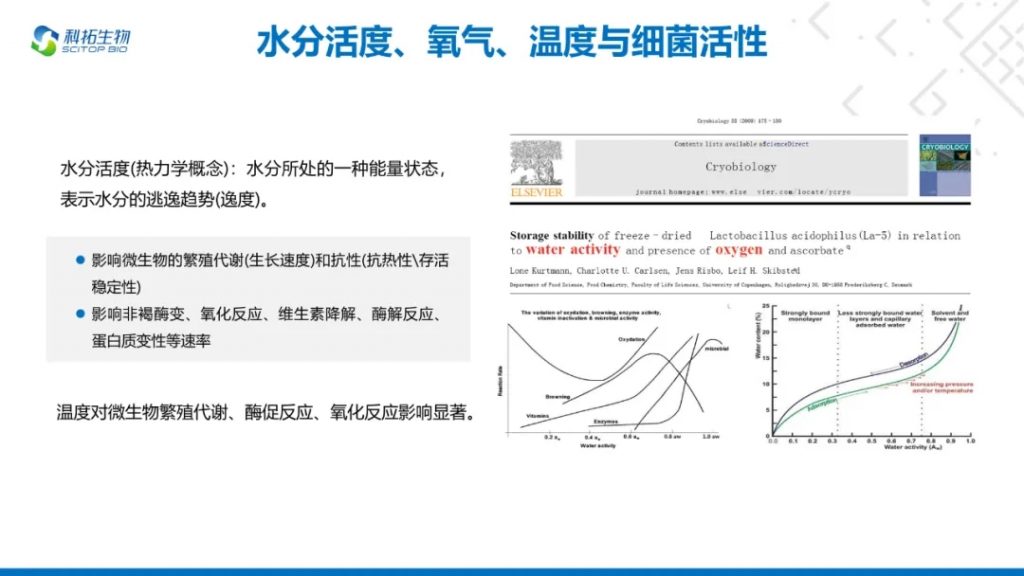
其实大家都知道,水分、活度、氧气、温度这些,对我们细菌活性都是有很大的影响。
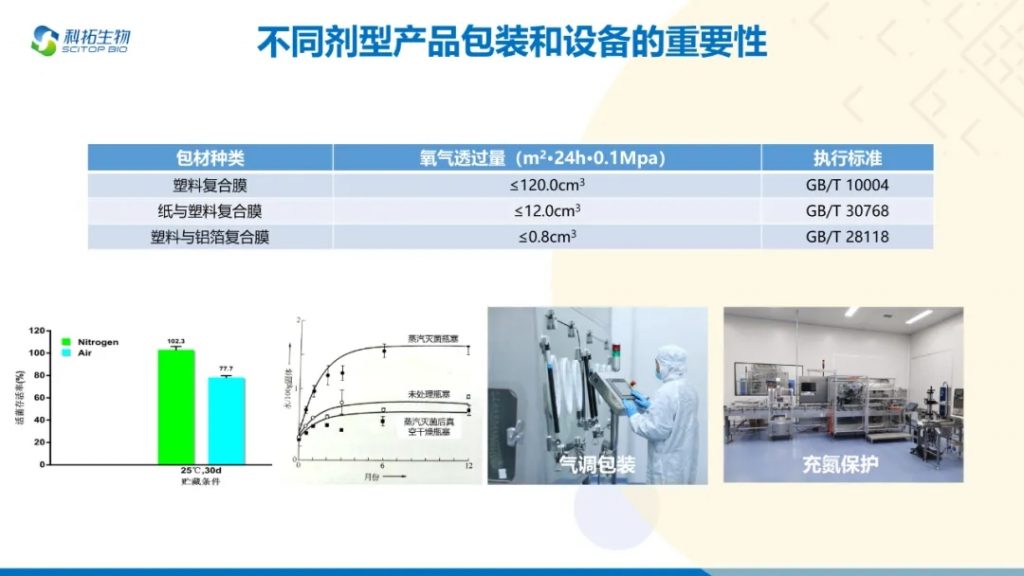
我就做了一个简单的整理。我们在做出原粉来,最后做成 to C 端,就是针对每一个消费者的产品的时候,我们的包材跟我们的加工设备,其实一样是非常的重要。
我们在这个包材上面也做了很多的文章,可以根据我们具体的要求、根据客户来进行定制。
另外包装的设备,我们可以通过气调、充氮等等方式保护产品,像我们用的包装设备,基本我们的残氧量可以控制到 1%以内,含氧量是百分之零点几。这样的话,会尽可能地保留它的一个货架稳定性。

再就是我们其实也做了一个两化融合,通过政府的号召,我们做了一个“智慧化工厂、数字化车间”。这些车间其实给我们最终带来的是什么?并不是为了一个高大上,而是为了把我们的这个产品的所有的数据进行大量的积累。
我们发现,我们生产过程中、批次之间,有微量的不稳定的这种现象。通过数据的积累,去进行宏观的分析,然后在出现质量问题的时候,进行快速的追溯。这样的话,就会保证我们的产品质量不断的提升,同时也保证我们一些产品的稳定性。
比如说,我们关键的自动化的控制点都有 5000 多个。如果这 5000 多个全部都是通过人工去控制的话,我这个产品很可能就是批次之间非常不稳定。比如最简单的,就是我灭菌的时间都没法控制得非常精准,灭菌温度不精准的话,就会伴随着营养物质的破坏,你的菌体的发酵浓度就会有差异。
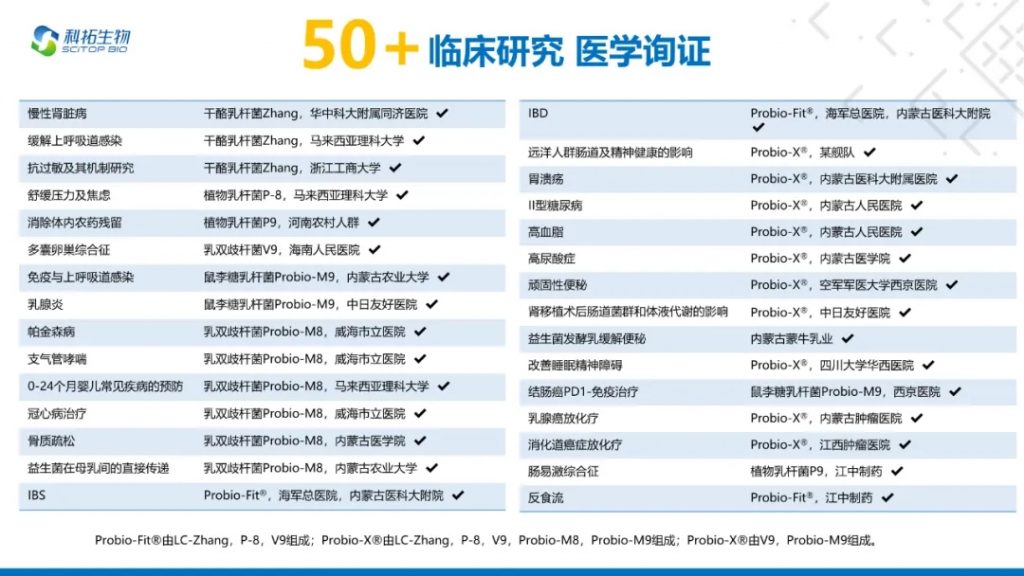
其实我们做了 50 多个医学的临床研究。我们一直强调,品质的好和不好,一定要通过临床或者人群的试验,就是真正地从人身上去做文章、去做试验去进行验证。
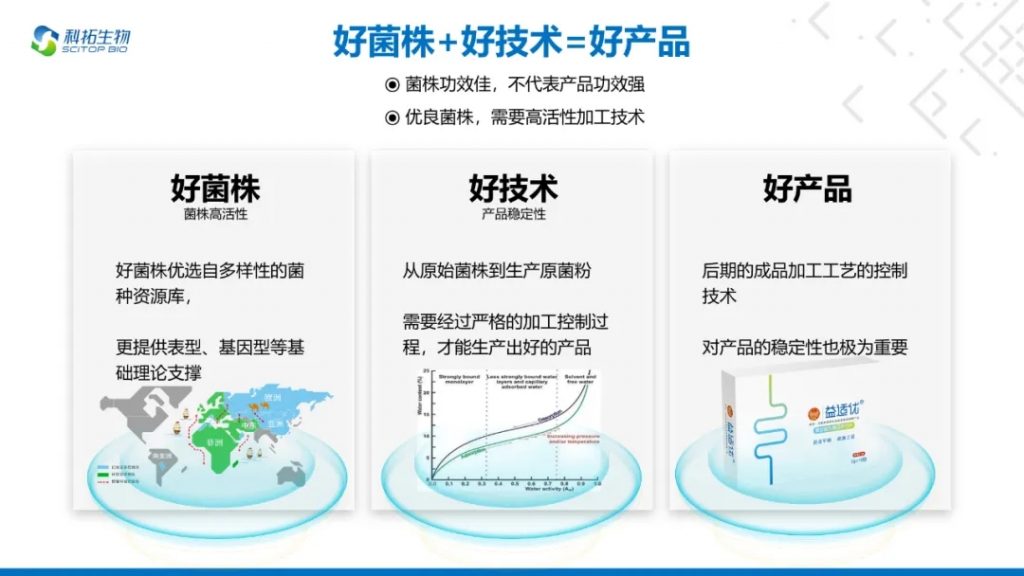
我们说,光有好的菌株,不一定有好的产品。好菌株加上好的技术,才能生产出一些好的产品。当然,好的技术,包括我们前端的原粉加工,也包括了我们后端的成品的加工包装。

这个是我们即将开启的一个新的征程。我们计划用三年的时间,投资 12 个亿,打造一个全新的世界一流的益生菌菌种工厂。这个工厂,我想了几个点概括它:新工厂、新工艺、新突破。 我们在这个工厂里面,融合了我们近三年新改进的一些优化的工艺的技术,我们升级了我们好多产品,包括增加了好多产品的剂型,包括后生元的精细化加工,包括我们不同方式处理我们益生菌。当然这里面核心的,我就不说了。新突破,就是说我们要把这个厂房做成是全智能化的,作为一个样板和模板工程。
最后,我们科拓生物,作为中国益生菌行业的第一家上市公司,我们一定一直是秉承着源于自然、传递健康的理念,我希望我们各行各业,大家同行,一起把这个行业做得越来越规范,然后把我们益生菌事业长长久久地做下去,真正这个把健康传递到每一个人身上。